Technologie TOP TIG svařování jako jediný možný způsob.
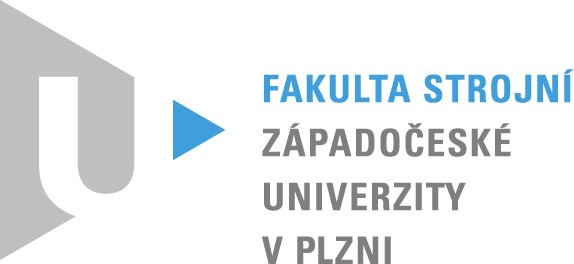
Navrhli a dodali jsme svařovací pracoviště s robotem FANUC ArcMate 100iD/12 v provedení TIG KIT. Pracoviště je vybaveno dvěma svařovacími stoly pro připojení svařovacích přípravků. Použití technologie TOP TIG byl jasný a nepřekročitelný požadavek zákazníka. Z toho důvodu jsme zvolili použití svařovacího zdroje LORCH ve spojení s podavačem a hořákovým svazkem DINSE.
- svařovací robot FANUC ARC Mate 100iD/12
- 2 x motor FANUC Beta iS8 sloužící k otáčení dílů v přípravku
- svařovací zařízení LORCH
- hořáková technologie DINSE pro metodu svařovací technologii TOP TIG
- monitorovací zařízení pro on-line sledování kvality svaru LORCH Q-Sys
- odsávání Plymovent
Oba pracovní stoly svařovacího pracoviště jsou osazeny elektrickými a pneumatickými konektory pro připojení médií svařovacích přípravků. Každý přípravek je vybaven externí osou FANUC Beta iS8, tyto jsou řízeny přímo z robota a slouží k otáčení dílů v průběhu svařování. Oba stoly jsou od sebe odděleny středovou plentou. K odtahu zplodin ze svařovacího prostoru slouží digestoř s filtrační jednotkou na střeše pracoviště. V zadní části na podestě se nachází řízení svařovacího robota, svařovací zdroj a elektrická rozvodná skříň.
V podestě jsou umístěny kanály pro rozvody vzduchu a elektrické energie a otvory pro převoz a manipulaci vysokozdvižným vozíkem.
Bezpečnost je zajištěna pneumaticky posuvnými dveřmi s tlakovou lištou v kombinaci s DCS softwarem FANUC.
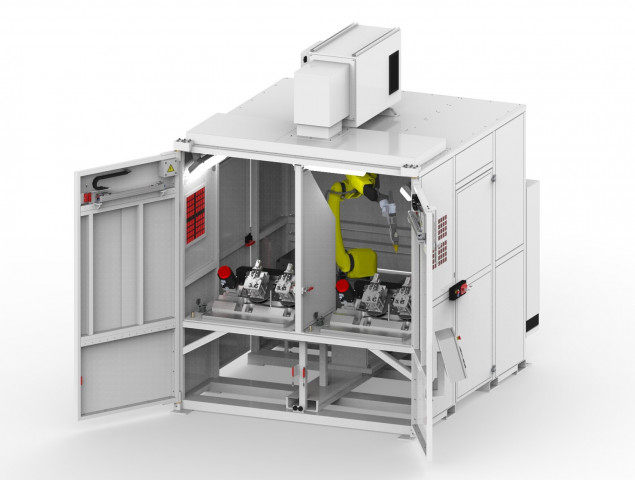
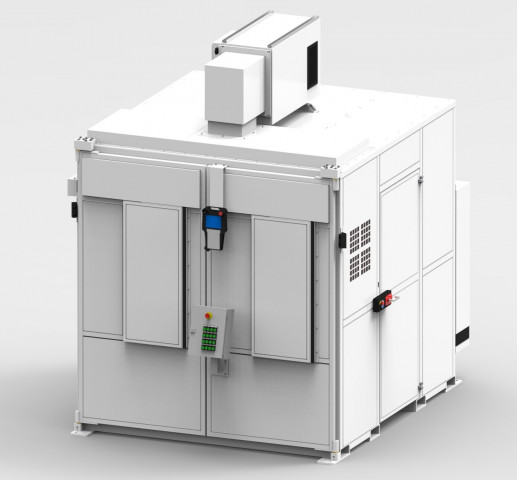

Svařovací pracoviště je koncipované jako samostatně stojící svařovací buňka, kterou lze jednoduše přemístit vysokozdvižným vozíkem. Řízení pracoviště zajišťuji externí PLC Siemens, komunikace s robotem probíhá po sběrnici Profinet. Svařovací robot je se svařovacím zdrojem LORCH spojen po sběrnici Ethernet IP. Svařovací zdroj je navíc doplněn monitorovacím zařízením LORCH Q-Sys 2020 pro on-line monitoring svařovacích parametrů každého svaru. Po provedení každého svaru je výsledek signalizován majákem obsluze a zaznamenán do databáze.